Как выбрать необходимую марку герметика
Анаэробный герметик является готовым продуктом, который наносится непосредственно на деталь. Для правильного выбора марки герметика необходимо учитывать вязкость состава и величину зазора между уплотняемыми деталями. Высоковязкий герметик трудно равномерно распределить в малом зазоре, а низковязкий не будет удерживаться в большом зазоре и вытечет до момента отверждения. Соотношения между этими величинами следующие:| Вязкость состава*106, м2/с | 5-20 | 100-450 | 150-500 | 500-800 | 1000-3000 | 3000-5000 | Свыше 5000 |
| Величина зазора, мм | До 0,07 | От 0,10 до +0.15 | 0,05-0,20 | 0,06-0,25 | 0,10-0,35 | 0,10-0,45 | 0,25-0,60 |
Вязкость герметика в исходном состоянии уменьшается в 5—6 раз в зависимости от температуры окружающей среды (рис 1). Этот температурный разброс вязкости необходимо учитывать при использовании анаэробных составов.
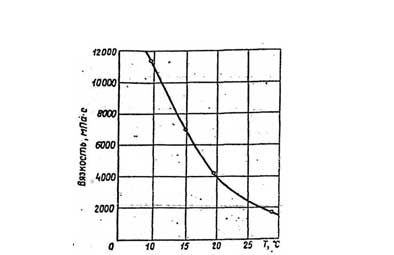
Рис. 1. Зависимость вязкости герметика от температуры хранения.
При герметизации или контровке соединении рассчитывается предел прочности на сдвиг при трении (Τр) через момент отвинчивания (Мр) на резьбовой паре с учетом величины зазора, размера резьбы и ширины нанесенного слоя. Исходя из прочности выбирается марка состава, обеспечивающая необходимую герметичность и неразборность или возможность демонтажа. Зависимость Мр от Тр, приведенная на рис. 2, облегчает выбор нужной марки герметика для обеспечения разборки соединения стандартным ключом усилием одной руки рабочего, равным 30 Н*м.
Пример: резьбовая пара М24, уплотненная составом с Тр=2,5 МПа при соотношении L/D=0,8, легко разбирается. Применение же состава с Тр=10 МПа значительно затрудняет демонтаж.
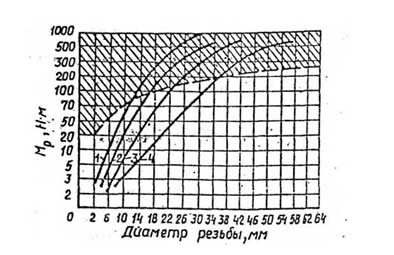
Рис 2. Зависимость момента трения Мр от диаметра резьбы для резьбовых пар (отношение L/D=0,8), законтренных анаэробными герметиками с различными значениями Тр :1 - 20; 2 - 10; 3 - 5; 4 - 2,5 МПа
Светлая часть - Соединение легко разбирается стандартным ключом (ГОСТ 2839—80Е) усилием одной руки рабочего
Заштрихованная часть - Зона затрудненного демонтажа
Анаэробные составы могут применяться для герметизации изделий из металлов, стекла, керамики, полиамида и др. Изделия из полиакрилатов, полистирола, целлюлозы при контакте с жидкими уплотняющими составами склонны к набуханию и размягчению. Длительное воздействие герметиков в жидком состоянии на эмалевые или лаковые покрытия приводит к снижению их твердости. Время полного отверждения анаэробных составов на углеродистой стали составляет для герметиков серии УНИФИКС® Ан6, Ан6В, Ан8 – 12 час, УНИФИКС® П1, Уг6, Уг8, Уг9, Уг10, Уг11 – 3-6 час.